
WELDING OF CARBON STEEL
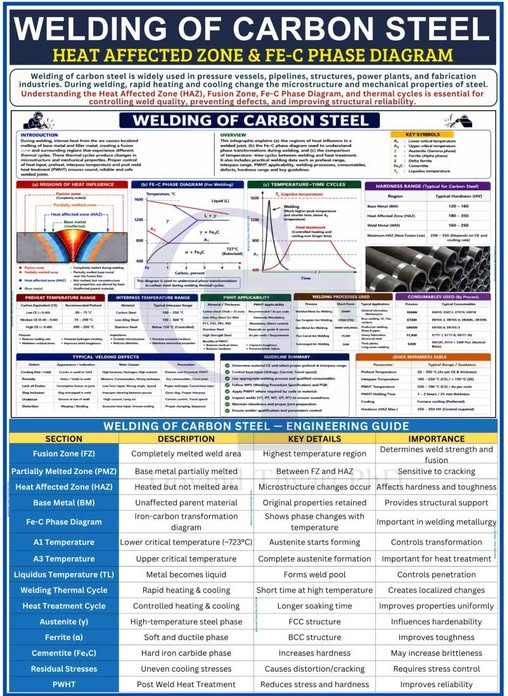
Welding of carbon steel is widely used in pressure vessels, pipelines, structures, fabrication industries, and power plants.
During welding, rapid heating and cooling significantly change the microstructure and mechanical properties of steel.
Understanding the Heat Affected Zone (HAZ), Fusion Zone, Fe–C Phase Diagram, and welding thermal cycles is essential for:
Controlling weld quality
Preventing defects
Improving structural reliability
Key Regions in Weld Joint
Fusion Zone (FZ)
• Completely melted weld area
• Highest temperature region
• Determines weld strength and fusion
Partially Melted Zone (PMZ)
• Base metal partially melted
• Located between FZ and HAZ
• Highly sensitive to cracking
Heat Affected Zone (HAZ)
• Heated but not melted
• Microstructure changes occur
• Affects hardness and toughness
Base Metal (BM)
• Unaffected parent material
• Original properties retained
• Provides structural support
Important Metallurgical Concepts
Fe–C Phase Diagram
• Iron-carbon transformation diagram
• Shows phase changes with temperature
• Crucial for welding metallurgy
A1 Temperature (~723°C)
• Lower critical temperature
• Austenite starts forming
• Controls phase transformation
A3 Temperature
• Upper critical temperature
• Complete austenite formation occurs
• Important for heat treatment
Liquidus Temperature (TL)
• Metal becomes liquid
• Forms weld pool
• Controls penetration
Welding Thermal Cycle
• Rapid heating and cooling occur during welding
• Short time at high temperature creates localized changes
• Cooling rate directly affects hardness and microstructure
Important Phases in Carbon Steel
Austenite (γ)
• High-temperature steel phase
• FCC crystal structure
• Influences hardenability
Ferrite (α)
• Soft and ductile phase
• BCC crystal structure
• Improves toughness
Cementite (Fe₃C)
• Hard iron carbide phase
• Increases hardness
• May increase brittleness
Residual Stresses & PWHT
Residual Stresses
• Caused by uneven cooling
• May lead to distortion and cracking
• Requires stress control measures
PWHT (Post Weld Heat Treatment)
• Controlled heating and cooling process
• Reduces residual stress and hardness
• Improves weld reliability and service life
Typical Welding Defects
Cracking
Porosity
Lack of Fusion
Slag Inclusion
Undercut
Distortion
Key Welding Takeaways
Control heat input and travel speed
Use proper preheat and interpass temperature
Follow approved WPS and PQR
Select suitable electrodes and consumables
Apply PWHT where required
Maintain cleanliness and joint preparation
Understanding welding metallurgy is not just about making a weld — it is about ensuring safety, reliability, and long-term performance of engineering structures.
Post time: Jun-08-2026